Werkzeugbau
Beim Werkzeugbau werden hochpräzise Werkzeuge gefertigt, die der Herstellung von Werkstücken in der Massenproduktion dienen. Die Werkzeuge müssen aus einem geeigneten Werkstoff bestehen und in höchster Qualität produziert werden.
Die meisten Hersteller derartiger Werkzeuge arbeiten im Maschinenpark mit modernen CNC-Werkzeugmaschinen, mithilfe derer präzise und detailreiche Konturen realisiert werden können. Hierbei wird häufig die Fertigungstechnologie Fräsen gewählt um ein Werkstück zu bearbeiten, aus dem das fertige Werkzeug hervorgeht.
Betriebe für Werkzeugbau finden
Ähnlich wie beim Spritzguss ist die erstmalige Anfertigung des Werkzeugs sehr kosten- und zeitaufwändig. Die Investition in das Werkzeug lohnt sich daher erst ab einer bestimmten Stückzahl. Werkzeugtechnik wird äußerst vielfältig eingesetzt, da hinsichtlich Geometrie, Komplexität, Größe und Gewicht des Werkzeugs kaum Grenzen gesetzt sind. Sonderbohrwerkzeuge oder Hartmetall-Sonderbohrwerkzeuge dienen beispielsweise der anwendungsspezifischen Fertigung von Bohrern zur Herstellung spezieller Löcher. Werkzeuge wie Formfräser, Folgeverbundwerkzeuge oder Feinstanzwerkzeuge erfüllen jeweils einen bestimmten Zweck, dienen aber alle der möglichst kostengünstigen Herstellung von Werkstücken unter Einhaltung hoher Anforderungen an die Qualität.
Typische Abnehmerbranchen für den Werkzeugbau sind vor allem die Automobilindustrie, der Maschinenbau, die Elektrotechnik, die Medizintechnik, der Apparatebau sowie die Messtechnik.
Stanzwerkzeuge
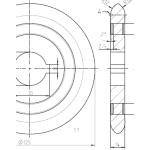
Stanzwerkzeuge bestehen im Wesentlichen aus einem Stempel und einer Matrize. Der Stempel weist die Geometrie der gewünschten Innenform auf und kann entweder an der Ober- oder der Unterseite des Werkzeugs angebracht sein. Die Matrize weist hingegen eine zur gewünschten Kontur passende Öffnung auf. Beim Stanzen stellt der Stempel das Trennwerkzeug dar, welches mit hoher Kraft auf Stanzbleche geführt wird und diese durchtrennt. Stanzwerkzeuge werden häufig als Folgeverbundwerkzeuge in komplexen Stanzanlagen eingesetzt.

Folgeverbundwerkzeug
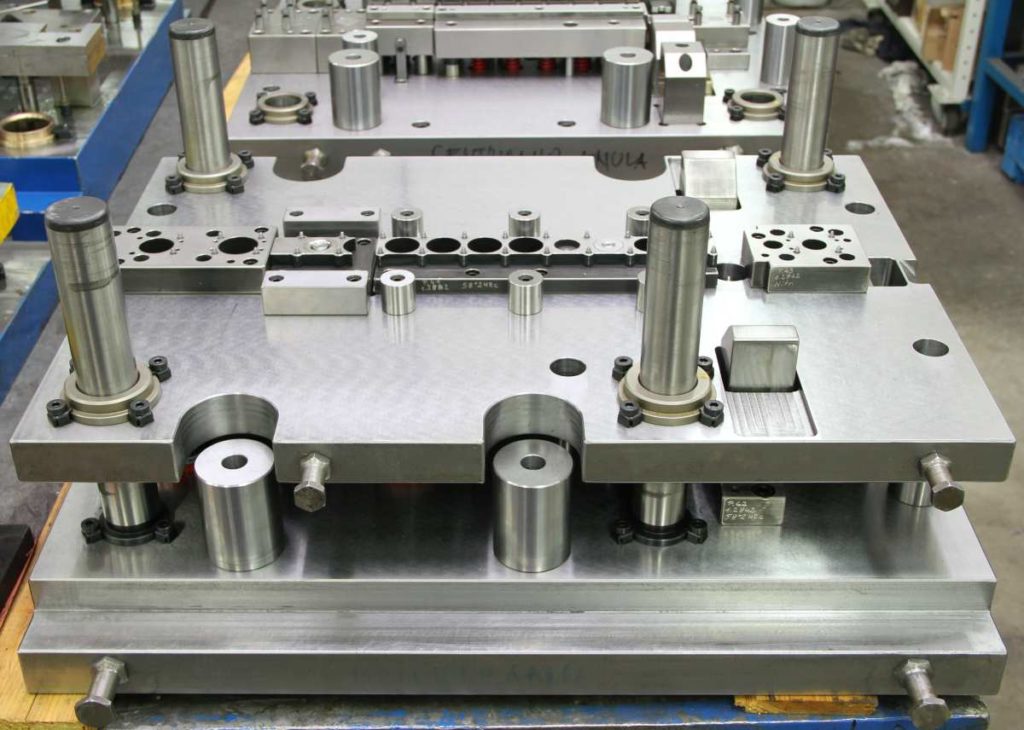
Ein Folgeverbundwerkzeug wird im Werkzeugbau hergestellt und dient der Blechbearbeitung. Es besteht üblicherweise aus mehreren Stationen, auf denen jeweils ein Bearbeitungsschritt beziehungsweise eine Operation am Bauteil ausgeführt wird. Ein Trägerstreifen transportiert das zu bearbeitende Teil von Station zu Station. Nachdem der Durchlauf durch den Folgeverbund beendet ist, werden die fertigen Stanz- beziehungsweise Blechteile abgeschnitten.
Formfräser
Formfräser ermöglichen die Fertigung beliebiger Werkstückgeometrien, deren Kontur von der Komplexität nicht eingeschränkt sind. Das zu fertigende Oberflächenprofil wird mithilfe der Fräswerkzeuge durch Ausführen einer räumlichen oder ebenen Vorschubbewegung erzeugt und ist dementsprechend unabhängig von der Werkzeugkontur.

Feinstanzwerkzeug
Feinstanzwerkzeuge beziehungsweise Feinschneidwerkzeuge ermöglichen in der Stanztechnik die Herstellung von Stanzteilen mit hohen Anforderungen an die Präzision des Schnitts. Feinstanzwerkzeuge bestehen ähnlich wie herkömmliche Stanzwerkzeuge im Wesentlichen aus einer Matrize und einem Stempel. Diese werden in einer Stanzerei in entsprechende Vorrichtungen eingespannt. Um beim Stanz-Vorgang Feinschneidteile beziehungsweise Stanzteile mit präzisen Schnittflächen zu fertigen, wird das zu bearbeitende Blech von Pressen mithilfe des Stempels unter hoher Presskraft in die Matrize gedrückt, wobei die Negativkontur der Matrize ausgeschnitten wird.
Feinstanzwerkzeuge können bei fast allen metallischen Werkstoffen mit einer Blechdicke von 0,5 bis 16 mm eingesetzt werden. Hersteller bearbeiten Feinschneideteile beziehungsweise Stanzteile mit Gewichten zwischen 0,001 und 3 kg. Die Fertigung von Feinschneidwerkzeugen erfolgt unter höchsten Ansprüchen an die Präzision. Zudem muss das Werkzeug aus einem härteren Material als der zu stanzende Werkstoff bestehen.
Das Feinstanzen kann in der Umformtechnik gut durch Folgeverbundwerkzeuge ergänzt werden. Dadurch können die gestanzten Baugruppen nach dem Stanzvorgang beispielsweise eine Weiterverarbeitung als Biegeteile durchlaufen. Moderne Exzenterpressen können in den Folgeverbund-Stanzautomaten eine Presskraft von mehreren Tausend Tonnen erreichen.
Extrusionstechnik
Die Extrusionstechnik dient im Wesentlichen der Herstellung von Extrudern zum Fördern von festen bis dickflüssigen Massen.
Extruder werden hinsichtlich des Förderprinzips in Kolben- und Schneckenextruder unterschieden. Kolbenextruder bauen den zum Fördern der Masse erforderlichen Druck mithilfe eines Kolbens auf, was den Vorteil einer geringen Kontaktfläche mit der Extrusionsmasse und einer einfachen Reinigung bietet.

Die Fertigung von Kolbenextrudern erfolgt in der Regel durch die typischen urformenden und spanenden Fertigungsverfahren der metallverarbeitenden Industrie. Schneckenextruder erzeugen den notwendigen Druck mithilfe einer schneckenförmigen Welle, die die Masse durch eine rotierende Bewegung unter Druck setzt und in eine Richtung fördert. Dabei wird zwischen dem Einschneckenextruder und dem Zweischneckenextruder unterschieden, wobei letztere Variante noch in gleich- und gegenläufige Extruder unterteilt wird.
In der Extrusionstechnik werden die Extruder, Extrusionswerkzeuge und weitere Anlagenkomponenten für höchste thermische und hydraulische Anforderungen ausgelegt. Je nach Prozessbedingungen bei der Extrusion können Drücke von 10 bis 1.500 bar bei Temperaturen von 60 bis 300 °C auftreten. Eines der charakteristischen Merkmale von Extrudern ist die Längenbezeichnung, die als Vielfaches des Extruder-Durchmessers angegeben wird. Sogenannte Schnellläufer erreichen in der Extrusionstechnik Drehzahlen von bis zu 1.500 Umdrehungen pro Minute.
Sinterwerkzeuge
Sinterwerkzeuge dienen als technische Grundlage für die Herstellung von Sinterteilen. Das Sintern gehört zu den urformenden Verfahren und unterscheidet sich vom Gießen im Wesentlichen dadurch, dass das Sintermetall nicht etwa aufgeschmolzen, sondern lediglich erhitzt und unter hohem Druck zusammengepresst wird.

Sinter-Formwerkzeuge müssen aufgrund der anspruchsvollen Prozesstemperaturen hohen Anforderungen an die Widerstandsfähigkeit und Temperaturbeständigkeit entsprechen. Die Form und Beschaffenheit der Vorrichtungen hängt vor allem davon ab, welcher Typ des Sinterns genutzt werden soll.
Beim Sintern liegt der zu verarbeitende Werkstoff zunächst in feinkörniger Form vor. Dabei kann es sich nicht nur um Sintermetall, sondern auch um keramische Werkstoffe handeln. Diese werden unter erhöhtem Druck erhitzt, wobei das Volumen schwindet. Bei der Herstellung der Sinterwerkzeuge im Vorrichtungsbau ist dieses Schwindmaß zu berücksichtigen.
Die Sinterwerkzeuge weisen je nach Sinterverfahren unterschiedliche Ausprägungen auf. Insbesondere bei der Herstellung großer Stückzahlen eignet sich das sogenannte Trockenpressen, bei dem der Wassergehalt des Rohstoffs unter 7 Prozent liegt. Dieses Verfahren zeichnet sich vor allem durch eine gute Reproduzierbarkeit und einen automatisierten Prozessablauf aus. Beim Feuchtpressen ergibt sich hingegen eine etwas bessere Verdichtung des Werkstoffs.
Strangpresswerkzeuge
Strangpresswerkzeuge werden üblicherweise im Werkzeugbau hergestellt und zählen zum typischen Industriebedarf im Bereich der Umformtechnik. Die Umformwerkzeuge sind technisch ähnlich wie Extrusionswerkzeuge und Presswerkzeuge aufgebaut und ermöglichen die Herstellung von Drähten, Stäben, Rohren und Profilen mit einer fast beliebigen Länge.

Bei der Herstellung von Strangpresswerkzeugen sind vor allem die beiden Komponenten Stempel und Matrize von großer Bedeutung. Die Strangpressmatrizen bestimmen die äußere Form des Pressstrangs und weisen daher eine Öffnung auf, die dem Negativ der gewünschten Strangkontur entspricht. Der Stempel ist dafür verantwortlich, den erwärmten Pressling durch die Matrize zu drücken und dabei umzuformen.
Das der Extrusion von Kunststoff ähnliche Verfahren Strangpressen erlaubt die Fertigung von bis zu 60 m langen Profilen. Als Presslinge kommen verschiedene Werkstoffe wie Aluminium, Aluminium-Legierungen, Kupfer und Edelstahl infrage. Zur Herstellung von Werkzeugen für das Strangpressen werden hingegen ausschließlich Warmarbeitsstähle verwendet, die die hohen Temperaturen der Prozesse von bis zu 500 °C ertragen. Zudem müssen die Werkzeuge den beim Pressen der Profile auftretenden hohen mechanischen Belastungen standhalten.
Nach dem Fertigen durch Strangpresswerkzeuge können die erzeugten Profile per CNC Fräsen spanend nachbearbeitet werden, per Brünieren oder Phosphatieren mit einer Beschichtung geschützt werden oder per Senkerodieren oder Drahterodieren geschnitten werden.
Fließpresswerkzeuge
Fließpresswerkzeuge werden im Fließpressverfahren genutzt, um Hohl- oder Vollkörper aus metallischen Werkstoffen herzustellen. Die Umformwerkzeuge werden aus widerstandsfähigen Materialien wie Hartmetall hergestellt, um den hohen Belastungen der Massivumformung standzuhalten.
Fließpresswerkzeuge bestehen – ähnlich wie Schnittwerkzeuge – im Wesentlichen aus einem Stempel und einer Matrize. Der Lochstempel beziehungsweise Formstempel drückt das Rohteil durch die formgebenden Kopfpressmatrizen und bringt dabei so viel Druck auf, dass der Werkstoff beginnt zu fließen. Damit die im Querschnitt verminderten Fließpressmatrizen beziehungsweise Reduziermatrizen dem Rohteil die richtige Kontur verleihen können, müssen die Werkstoffe im Vorfeld erhitzt werden.

Die Temperatur hängt dabei jeweils von dem Werkstoff beziehungsweise den gewünschten mechanischen Eigenschaften ab. Bei einer Temperatur unter 600 °C sprechen Fachleute der Umformtechnik von einer Kaltumformung. Wird das Teil auf 600 °C bis 800 °C erhitzt, ist die Rede von einer Halbwarmumformung. Bei höheren Prozesstemperaturen spricht man von einer Warmumformung. Bei der Herstellung der Umformwerkzeuge für das Fließpressen müssen diese Temperaturen berücksichtigt werden.
Fließpresswerkzeuge bestehen häufig aus Warmarbeitsstählen, die den Prozesstemperaturen sowie den hohen Drücken standhalten. Die bei dem Verfahren erzeugten Formteile können anschließend weiterverarbeitet werden, um beispielsweise den Verschleißschutz zu erhöhen.
Tiefziehwerkzeuge
Tiefziehwerkzeuge stellen die technische Grundlage des umformenden Fertigungsverfahrens Tiefziehen dar und dienen der Herstellung von Formteilen aus Blechzuschnitten. Tiefziehwerkzeuge haben normalerweise die Form eines einseitig offenen Hohlkörpers und stellen das Negativ der zu erzielenden Geometrien der produzierten Tiefziehteile dar.

Umformwerkzeuge werden in der industriellen Metallumformung genutzt und bestehen im Wesentlichen aus einer Matrize, einem Ziehstempel, einem Werkzeug-Unterteil sowie einem Blechhalter und Gleitplatten. Auf dem Werkzeug-Unterteil sitzt der Ziehstempel und wird durch seitlich angebrachte Gleitplatten positioniert und fixiert. Ähnlich wie bei der Stanztechnik wird das Blech auf die Matrize gelegt und dann durch den Stempel so verformt, dass es die Form von Stempel und Matrize annimmt. Die Kraft für das Umformen wird von einer Presse aufgebracht.
Für die Herstellung von Tiefziehwerkzeugen können verschiedene Werkstoffe verwendet werden. Zu den beliebtesten Materialien gehören Epoxidharze.
Stanzwerkzeuge und Tiefziehwerkzeuge können zur Herstellung komplexer Stanzteile als Folgeverbundwerkzeuge kombiniert werden. Durch diese Herangehensweise können große Serien komplexer Tiefziehteile in kurzer Zeit gefertigt werden. Die Fertigungstechnik kann auch mit weiteren Technologien wie dem CNC-Fräsen kombiniert werden.
Vakuum-Tiefziehwerkzeuge
Vakuum Tiefziehwerkzeuge dienen der Herstellung präziser Tiefziehteile per Vakuumtiefziehen. Dies wird auch als Thermoformen oder Tiefziehen bezeichnet und ermöglicht die Fertigung von Halbzeugen aus Kunststoff.
Dabei wird im Wesentlichen zwischen Platten und Folien unterschieden. Dickere Halbzeuge werden Platten genannt – als Folien werden dünne Halbzeuge mit einer Stärke von weniger als 1,5 mm bezeichnet.
Das Formwerkzeug wird jeweils in Abhängigkeit der Foliendicke und des gewählten Kunststoffs hergestellt. Die im Werkzeugbau entwickelten Bauteile bestehen meist aus metallischen Werkstoffen wie Aluminium, deren Schmelztemperatur weit über der Schmelztemperatur der verwendeten Kunststoffe liegt.
Die Werkzeuge werden in der Tiefziehmaschine in einem Formautomaten positioniert und weisen – ähnlich wie Gießereimodelle, Urmodelle oder Funktionsmodelle – die Kontur (neg oder pos) des gewünschten Halbzeugs auf. In einem ersten Schritt wird die Folie von Rollen abgewickelt und in der Aufwärmstation mithilfe von Heizstrahlern erhitzt. Das nun weiche Material wird in der Werkzeugstation von einem Spannrahmen fixiert und von einer Seite mit Druckluft beaufschlagt. Von der anderen Seite wird der Werkstoff pneumatisch per Vakuum angesaugt. So wird der Kunststoff an die wassergekühlte Wandung des Werkzeugs gepresst und erstarrt dort zu einem Formteil. Im nächsten Arbeitsschritt werden falls gewünscht noch Löcher in die Kunststoffteile gestanzt, bevor dieses entnommen wird.
Sonderbohrwerkzeuge
Zu den Sonderbohrwerkzeugen gehören vor allem Vollhartmetallbohrer (VHM-Bohrer), die sich im Vergleich zum konventionellen Bohren insbesondere durch eine höhere erreichbare Schnittgeschwindigkeit, einen höheren Vorschub und eine optimierte Zerspanung auszeichnen.
Bohrwerkzeuge aus Vollhartmetall oder Hartmetall können verschiedene Formen aufweisen, zu den typischen Bauweisen der Sonderbohrwerkzeuge gehören Stufenbohrer, Spiralbohrer, Wendeplattenbohrer und Aufbohrer.

Stufenbohrer werden meist als Vollhartmetallbohrer ausgeführt und weisen eine stufenförmige Bauform mit geraden Nuten auf, die eine hohe Bohrerstabilität und eine gute Bohrungszylindrizität ermöglichen. Der Einsatz von Stufenbohrern ist bei verschiedenen Bohrverfahren möglich, es kann ein Verhältnis von Bohrtiefe zu Durchmesser von bis zu 8 realisiert werden.
Beim Bohren wird der Sonderbohrer ähnlich wie beim konventionellen Bohren in einen Werkzeughalter eingespannt, der in einer Spindel rotiert. Auf zerspanenden CNC Werkzeugmaschinen lässt sich ein hoher Grad an Automation mit geringem Werkzeugverschleiß realisieren. Das Verfahren lässt sich auch mit einem Fräser kombinieren.
Prägewerkzeuge bzw. Stempel
Prägewerkzeuge Stempel sind dem Industriebedarf zuzuordnen und werden üblicherweise von Lieferanten im Werkzeugbau in Lohnfertigung hergestellt. Ein Prägewerkzeug beziehungsweise Prägestempel erlaubt dem Anwender das Einbringen von Gravuren in verschiedene Werkstoffe wie Papier, Metall oder Leder. Dabei wird grundsätzlich zwischen verschiedenen Typen wie dem Brennstempel, dem Schlagstempel, dem Nadelpräger, dem Messingstempel, dem Blindprägestempel, dem Handschlagstempel und dem Stahlstempel unterschieden. Im Prägewerk werden diese Prägestempel in einen Typenhalter eingespannt und mit hoher Kraft auf das zu prägende Werkstück gedrückt. Die sogenannte Patrize stellt das Gegenstück zur Matrize dar und ist dafür verantwortlich, die erforderliche Kraft aufzubringen.

Das Prägewerkzeug besteht meist aus Stahltypen oder Messing und erlaubt dem Anwender das Einbringen von Gravuren mit Zeichenkombinationen aus Zahlen und Buchstaben. Darüber hinaus können beispielsweise auch Reliefgravuren mit Sonderzeichen oder Logos geprägt werden. Auch Blindprägungen gehören zu den typischen Industriegravuren.
Im Prägewerk werden Prägewerkzeuge vor allem in Abhängigkeit des zu bearbeitenden Werkstoffs eingesetzt. Beim Prägen von Papier werden spezielle Patrizen benutzt, die das fälschungssichere Einprägen von Mustern oder Motiven erlauben. So können in der Industrie beispielsweise Firmenlogos auf Blankopapier geprägt werden.
Beim Prägen von Münzen werden in der Regel zwei Werkzeuge verwendet, die die gleichzeitige Bearbeitung beider Münzseiten ermöglichen. Der Münzrohling wird dazu mithilfe einer Vorschubzange in den Prägering geschoben und mit einem Anpressdruck von bis zu 200 Tonnen geprägt.
Firmen für Werkzeugbau finden
Wer Lohnfertiger für Werkzeugbau sucht, findet auf Techpilot eine Vielzahl an Betrieben, die sich auf verschiedenste Bereiche im Werkzeugbau spezialisiert haben. Die Datenbank des größten Lieferanten-Pools für Zeichnungsteile umfasst über 24.000 Zuliefererbetriebe und bietet eine praktische Möglichkeit, passende Fertigungsunternehmen zu finden.
Die Funktionen der Plattform nutzen Sie als Einkäufer völlig kostenfrei. Dazu gehört unter anderem das Erstellen von Online-Anfragen für Ihren Teilebedarf. In Frage kommende Lohnfertiger können Ihnen daraufhin Angebote zusenden, die Sie durch den praktischen Angebotsvergleich von Techpilot hinsichtlich Preis, Qualität und Lieferzeit im Handumdrehen vergleichen können.
Sie erhalten jederzeit telefonische Unterstützung von unserem geschulten Service-Team. Die Mitarbeiter verfügen über ein breites Fachwissen in der Industrie und können Ihnen insbesondere beim Erstellen der Anfragen zur Seite stehen.
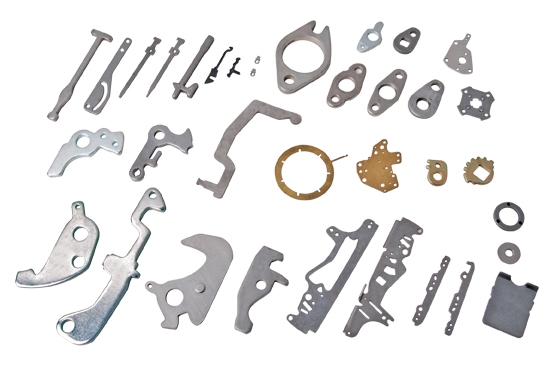
Beispiele für Aufträge im Techpilot Marktplatz